Azionamenti elettrici per macchine CNC
 Le moderne macchine multifunzionali per il taglio dei metalli e i robot industriali sono dotati di azionamenti elettrici multimotore che muovono i corpi esecutivi lungo diversi assi coordinati (Fig. 1).
Le moderne macchine multifunzionali per il taglio dei metalli e i robot industriali sono dotati di azionamenti elettrici multimotore che muovono i corpi esecutivi lungo diversi assi coordinati (Fig. 1).
Il controllo del funzionamento di una macchina CNC viene effettuato utilizzando sistemi standard che generano comandi secondo un programma definito in forma digitale. La creazione di microcontrollori ad alte prestazioni e microcomputer a chip singolo, che costituiscono il core della CPU programmabile, ha permesso con il loro aiuto di eseguire automaticamente molte operazioni geometriche e tecnologiche, nonché di eseguire il controllo digitale diretto del sistema di azionamento elettrico e elettroautomazione.
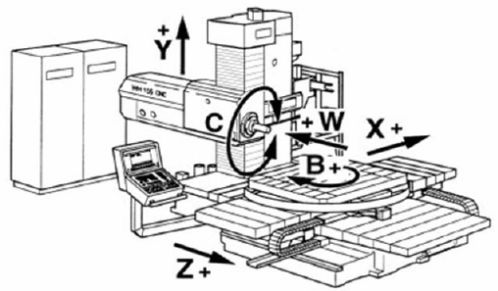
Riso. 1. Sistema di azionamento della fresatrice CNC
Tipi di azionamenti elettrici per macchine CNC e requisiti per essi
Il processo di taglio del metallo viene eseguito dal movimento reciproco della parte da lavorare e della lama dell'utensile da taglio.Gli azionamenti elettrici fanno parte delle macchine per il taglio dei metalli, progettate per eseguire e regolare i processi di lavorazione dei metalli attraverso un sistema CNC.
Nella lavorazione, è consuetudine separare i movimenti principali che forniscono processi di taglio controllati durante il movimento reciproco dell'utensile e del pezzo, nonché i movimenti ausiliari che facilitano il funzionamento automatico dell'attrezzatura (avvicinamento e allontanamento degli utensili di monitoraggio, cambio degli utensili e eccetera.).
I principali includono il movimento di taglio principale, che ha la velocità e la potenza più elevate, che fornisce] la forza di taglio necessaria, nonché il movimento di avanzamento, necessario per spostare il corpo di lavoro lungo una traiettoria spaziale a una data velocità. Per ottenere la superficie del prodotto con una determinata forma, i corpi di lavoro della macchina comunicano al pezzo e all'utensile di muoversi sulla traiettoria desiderata con una velocità e una forza impostate. Gli azionamenti elettrici imprimono movimenti di rotazione e traslazione ai corpi operanti, le cui combinazioni, attraverso la struttura cinematica delle macchine, assicurano i necessari spostamenti reciproci.
Lo scopo e il tipo di macchina per la lavorazione dei metalli dipende in gran parte dalla forma della parte prodotta (corpo, albero, disco). La capacità di una macchina multifunzione di generare i movimenti dell'utensile e del pezzo richiesti durante la lavorazione è determinata dal numero di assi coordinati e quindi dal numero di azionamenti elettrici interconnessi e dalla struttura del sistema di controllo.
Attualmente, le unità vengono eseguite principalmente sulla base di affidabili Motori AC con controllo di frequenzasvolte dai regolatori digitali.Diversi tipi di azionamenti elettrici vengono implementati utilizzando tipici moduli industriali (Fig. 2).
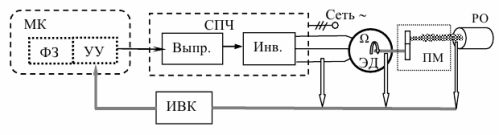
Riso. 2. Schema funzionale tipico di un azionamento elettrico
La composizione minima dei blocchi di azionamento elettrico è costituita dai seguenti blocchi funzionali:
-
motore elettrico esecutivo (ED);
-
convertitore di potenza di frequenza (HRC), che converte la potenza elettrica della rete industriale in una tensione di alimentazione del motore trifase dell'ampiezza e della frequenza richieste;
-
un microcontrollore (MC) che svolge le funzioni di un'unità di controllo (CU) e di un task generator (FZ).
L'unità industriale del convertitore di frequenza di potenza contiene un raddrizzatore e un convertitore di potenza che generano una tensione sinusoidale con i parametri necessari determinati dai segnali del dispositivo di controllo utilizzando il controllo a microprocessore dell'interruttore PWM di uscita.
L'algoritmo per il controllo del funzionamento dell'azionamento elettrico è implementato dal microcontrollore generando comandi ottenuti come risultato del confronto dei segnali del generatore di attività e dei dati ricevuti dal complesso di calcolo delle informazioni (IVC) basato sull'elaborazione e l'analisi di segnali da un set di sensori.
L'azionamento elettrico del motore primo nella maggior parte delle applicazioni contiene un motore elettrico a induzione con un avvolgimento del rotore a gabbia di scoiattolo e un riduttore come trasmissione meccanica della rotazione al mandrino della macchina. Il cambio è spesso progettato come cambio con cambio marcia elettromeccanico a distanza.L'azionamento elettrico del movimento principale fornisce la forza di taglio necessaria a una certa velocità di rotazione, e quindi lo scopo della regolazione della velocità è mantenere una potenza costante.
La gamma necessaria di controllo della velocità di rotazione dipende dai diametri dei prodotti lavorati, dai loro materiali e da molti altri fattori. Nelle moderne macchine CNC automatizzate, l'azionamento principale svolge funzioni complesse relative alla filettatura, alla lavorazione di parti di diverso diametro e molto altro. Ciò porta alla necessità di fornire una gamma molto ampia di controllo della velocità nonché l'uso di un azionamento reversibile. Nelle macchine multifunzione, la gamma di velocità di rotazione richiesta può essere di migliaia o più.
Anche negli alimentatori sono richieste gamme di velocità molto ampie. Quindi, nella fresatura di contorni si dovrebbe teoricamente avere un range di velocità infinito, in quanto il valore minimo tende a zero in alcuni punti. Spesso il movimento rapido dei corpi di lavoro nell'area di lavorazione viene effettuato anche da un alimentatore, il che aumenta notevolmente il campo di variazione della velocità e complica i sistemi di controllo dell'azionamento.
Negli alimentatori vengono utilizzati motori sincroni e motori CC senza contatto, nonché in alcuni casi motori asincroni. Ad essi si applicano i seguenti requisiti di base:
-
ampia gamma di regolazione della velocità;
-
alta velocità massima;
-
elevata capacità di sovraccarico;
-
elevate prestazioni durante l'accelerazione e la decelerazione in modalità posizionamento;
-
elevata precisione di posizionamento.
La stabilità delle caratteristiche dell'azionamento deve essere garantita al variare del carico, delle variazioni della temperatura ambiente, della tensione di alimentazione e per molti altri motivi. Ciò è facilitato dallo sviluppo di un sistema di controllo automatico adattivo razionale.

Parte meccanica dell'azionamento della macchina
La parte meccanica dell'azionamento può essere una complessa struttura cinematica contenente molte parti che ruotano a diverse velocità. Solitamente si distinguono i seguenti elementi:
-
rotore di un motore elettrico che crea coppia (rotante o frenante);
-
trasmissione meccanica, t, s. un sistema che determina la natura del movimento (rotazionale, traslatorio) e modifica la velocità del movimento (riduttore);
-
un corpo che lavora che converte l'energia del movimento in lavoro utile.
Tracciamento asincrono del movimento principale della macchina per il taglio dei metalli
Il moderno azionamento elettrico regolabile del movimento principale delle macchine per la lavorazione dei metalli CNC si basa principalmente su motori asincroni con avvolgimento del rotore a gabbia, che è stato facilitato da molti fattori, tra i quali va notato il miglioramento della base di informazioni elementari e elettronica di potenza.
La regolazione delle modalità dei motori a corrente alternata viene effettuata modificando la frequenza della tensione di alimentazione mediante un convertitore di potenza che, insieme alla regolazione della frequenza, modifica altri parametri.
Le caratteristiche dell'azionamento elettrico di tracciamento dipendono in gran parte dall'efficienza dell'ACS integrato.L'uso di microcontrollori ad alte prestazioni ha fornito ampie opportunità per l'organizzazione di sistemi di controllo dell'azionamento elettrico.
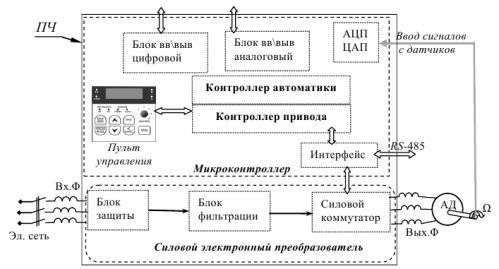
Riso. 3. Tipica struttura di controllo del motore a induzione che utilizza un convertitore di frequenza
Il controller di azionamento genera sequenze di numeri per l'interruttore di alimentazione che regola il funzionamento del motore elettrico. Il controller di automazione fornisce le caratteristiche necessarie nelle modalità di avvio e arresto, nonché la regolazione automatica e la protezione dell'apparecchiatura.
La parte hardware del sistema informatico contiene inoltre: - convertitori analogico-digitale e digitale-analogico per l'ingresso dei segnali dai sensori e il controllo del loro funzionamento;
-
moduli di ingresso e uscita per segnali analogici e digitali, dotati di apparecchiature di interfaccia e connettori per cavi;
-
blocchi di interfaccia che eseguono la trasmissione interna dei dati tra i moduli e la comunicazione con apparecchiature esterne.
Un gran numero di impostazioni del convertitore di frequenza, introdotte dallo sviluppatore, tenendo conto dei dati dettagliati di un particolare motore elettrico, forniscono determinate procedure di controllo, tra le quali si possono notare:
-
regolazione della velocità multilivello,
-
limite di frequenza superiore e inferiore,
-
limite di coppia,
-
frenatura fornendo corrente continua ad una delle fasi del motore,
-
protezione da sovraccarico, ma in caso di sovraccarico e surriscaldamento, fornendo modalità di risparmio energetico.
Azionamento basato su motori CC senza contatto
Gli azionamenti delle macchine utensili hanno requisiti elevati per la gamma di controllo della velocità, la linearità delle caratteristiche di controllo e la velocità, in quanto determinano l'accuratezza del posizionamento relativo dell'utensile e del pezzo, nonché la velocità del loro movimento.
Gli azionamenti di potenza sono stati implementati principalmente sulla base di motori DC, che avevano le necessarie caratteristiche di controllo, ma allo stesso tempo la presenza di un raccoglitore di spazzole meccanico era associata a bassa affidabilità, complessità di manutenzione e un alto livello di interferenza elettromagnetica.
Lo sviluppo dell'elettronica di potenza e delle tecnologie informatiche digitali ha contribuito alla loro sostituzione negli azionamenti elettrici con motori a corrente continua senza contatto, che hanno permesso di migliorare le caratteristiche energetiche e aumentare l'affidabilità delle macchine utensili. Tuttavia, i motori senza contatto sono relativamente costosi a causa della complessità del sistema di controllo.
Ma il principio di funzionamento di un motore brushless è una macchina elettrica a corrente continua con un induttore magnetoelettrico sul rotore e avvolgimenti di armatura sullo statore. Il numero di avvolgimenti dello statore e il numero di poli dei magneti del rotore vengono selezionati in base alle caratteristiche richieste del motore. Aumentarli aiuta a migliorare la guida e la maneggevolezza, ma porta a un design del motore più complesso.
Quando si azionano macchine per il taglio dei metalli, viene utilizzata principalmente una struttura con tre avvolgimenti di armatura, realizzati sotto forma di più sezioni collegate, e un sistema di eccitazione di magneti permanenti con più coppie di poli (Fig. 4).
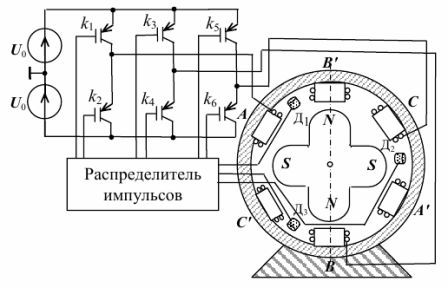
Riso. 4. Schema funzionale di un motore CC senza contatto
La coppia si forma a causa dell'interazione dei flussi magnetici creati dalle correnti negli avvolgimenti dello statore e dai magneti permanenti del rotore. La direzione costante del momento elettromagnetico è assicurata da opportune commutazioni fornite agli avvolgimenti statorici con corrente continua. La sequenza di connessione degli avvolgimenti dello statore alla sorgente U viene eseguita mediante interruttori a semiconduttore di potenza, che vengono commutati sotto l'azione dei segnali dal distributore di impulsi quando si fornisce tensione dai sensori di posizione del rotore.
Nel compito di regolare le modalità operative dell'azionamento elettrico dei motori CC senza contatto, si distinguono i seguenti problemi correlati:
-
sviluppo di algoritmi, metodi e mezzi per controllare un convertitore elettromeccanico influenzando le grandezze fisiche disponibili per la misurazione;
-
creazione di un sistema di controllo automatico della guida utilizzando la teoria e i metodi del controllo automatico.
Azionamento elettroidraulico basato su un motore passo-passo
Nelle moderne macchine utensili sono semicomuni gli azionamenti elettroidraulici articolari (EGD), in cui i segnali elettrici discreti provenienti da un sistema elettronico CNC vengono convertiti da motori elettrici sincroni in rotazione dell'albero. La coppia sviluppata sotto l'azione dei segnali del controller di azionamento (CP) del sistema CNC dal motore elettrico (EM) è il valore di ingresso per l'amplificatore idraulico collegato tramite la trasmissione meccanica (MP) al corpo esecutivo (IO) della macchina utensile (fig. 5).

Riso. 5. Schema funzionale dell'azionamento elettroidraulico
La rotazione controllata del rotore del motore elettrico tramite la trasformazione di ingresso (VP) e la valvola idraulica (GR) provoca la rotazione dell'albero del motore idraulico (GM). Per stabilizzare i parametri dell'amplificatore idraulico, viene solitamente utilizzato il feedback interno.
Negli azionamenti elettrici di meccanismi con natura start-stop di movimento o movimento continuo, hanno trovato applicazione i motori passo-passo (SM), che sono classificati come un tipo di motori elettrici sincroni. I motori passo-passo eccitati a impulsi sono più adatti per il controllo digitale diretto utilizzato nel controllo CNC.
Il movimento intermittente (a gradini) del rotore ad un certo angolo di rotazione per ciascun impulso consente di ottenere una precisione di posizionamento sufficientemente elevata con un intervallo molto ampio di variazione della velocità da quasi zero.
Quando si utilizza un motore passo-passo in un azionamento elettrico, è controllato da un dispositivo contenente un controller logico e un interruttore (Fig. 6).

Riso. 6. Dispositivo di controllo del motore passo-passo
Sotto l'azione del comando di controllo della selezione nchannel, il controller di azionamento CNC genera segnali digitali per controllare l'interruttore del transistor di potenza, che nella sequenza richiesta collega la tensione CC agli avvolgimenti dello statore. Per ottenere piccoli valori di spostamento angolare in un passo α = π / p, sul rotore viene posizionato un magnete permanente con un numero elevato di coppie di poli p.