Generatori di saldatura
 I generatori di saldatura fanno parte dei convertitori di saldatura e delle unità di saldatura.
I generatori di saldatura fanno parte dei convertitori di saldatura e delle unità di saldatura.
Un convertitore di saldatura contiene un motore elettrico trifase di azionamento, un generatore di saldatura a corrente continua e un dispositivo di controllo della corrente di saldatura.
Una saldatrice contiene un motore a combustione interna, un generatore elettrico di saldatura CC e un dispositivo di controllo della corrente di saldatura.
Generatori di saldatura Sono divisi per design del collettore e della valvola e per il principio di funzionamento su generatori autoeccitati e indipendentemente eccitati.
Generatori saldati a collettore con eccitazione indipendente utilizzati nei convertitori di saldatura, la cui produzione nel nostro Paese è stata interrotta negli anni '90 del XX secolo, ma sono ancora in funzione in alcune organizzazioni.
Altri tipi di generatori fanno attualmente parte delle saldatrici.
Generatori di collettori per la saldatura
I generatori di collettori sono macchine a corrente continua contenenti uno statore con poli magnetici e avvolgimenti e un rotore con avvolgimenti le cui estremità conducono alle piastre del collettore.
Quando il rotore ruota, le spire del suo avvolgimento attraversano le linee di forza del campo magnetico e in esse EMF indotto.
Le spazzole in grafite stabiliscono un contatto mobile con le piastre del collettore. Le spazzole della macchina si trovano sul neutro elettrico (geometrico) del collettore, dove l'EMF nelle curve cambia direzione. Se si spostano le spazzole dal neutro, la tensione del generatore diminuirà e la commutazione delle bobine avverrà sotto tensione, che nei generatori di saldatura sotto carico causerà la fusione molto rapida del collettore a causa di un arco elettrico.
L'EMF sulle spazzole del generatore di saldatura è proporzionale flusso magneticocreato dai poli magnetici E2 = cF, dove F è il flusso magnetico; c è la costante del generatore, determinata dal suo design e dipendente dal numero di coppie di poli, dal numero di giri nell'avvolgimento dell'armatura, dalla velocità di rotazione dell'armatura.
Tensione di uscita del generatore sotto carico U2 = E2 — JсвRr, dove U2 — tensione di uscita dei terminali del generatore sotto carico; Jw — corrente di saldatura; Rg è la resistenza totale della sezione dell'armatura nel generatore e dei contatti delle spazzole.
Pertanto, la caratteristica statica esterna di un tale generatore diminuisce leggermente. Per ottenere una caratteristica statica esterna in forte calo nei generatori di collettori, viene applicato il principio della smagnetizzazione interna della macchina, fornito dalla bobina di smagnetizzazione dello statore. Se è necessario ottenere una caratteristica statica esterna rigida, viene utilizzato un avvolgimento di statore magnetizzante.
Generatore di saldatura ad eccitazione indipendente con bobina di smagnetizzazione
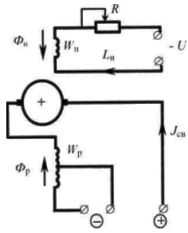
Riso. 1 Schema di un generatore di saldatura con eccitazione indipendente e bobina di smagnetizzazione
Una caratteristica distintiva di un tale generatore è che due bobine magnetiche si trovano sui poli magnetici. Uno (magnetizzatore) è alimentato da una fonte di alimentazione esterna (indipendentemente eccitato) mentre l'altro (smagnetizzatore) è utilizzato per la corrente di saldatura.
La bobina di smagnetizzazione, fungendo da resistenza collegata in serie con l'arco, fornisce una caratteristica di abbassamento del generatore e, se divisa, regola la corrente a gradini.
L'inclusione di tutte le spire della bobina di smagnetizzazione durante il funzionamento fornisce uno stadio a bassa corrente e l'inclusione di parte delle spire fornisce uno stadio a corrente elevata.
 La regolazione regolare della corrente di saldatura viene effettuata modificando la tensione a circuito aperto, per la quale viene utilizzato il reostato R nel circuito di magnetizzazione della bobina. Un aumento della resistenza R comporta una diminuzione della corrente di magnetizzazione, una diminuzione del flusso di magnetizzazione Fn, della tensione a vuoto del generatore e infine una diminuzione della corrente di saldatura.
La regolazione regolare della corrente di saldatura viene effettuata modificando la tensione a circuito aperto, per la quale viene utilizzato il reostato R nel circuito di magnetizzazione della bobina. Un aumento della resistenza R comporta una diminuzione della corrente di magnetizzazione, una diminuzione del flusso di magnetizzazione Fn, della tensione a vuoto del generatore e infine una diminuzione della corrente di saldatura.
Il generatore fornisce una caratteristica statica esterna discendente solo quando ruota in una direzione, indicata da una freccia sull'alloggiamento. Con i convertitori di saldatura è necessario verificare il corretto senso di rotazione del motore elettrico prima di saldare a vuoto.
Generatore di saldatura autoavviante con bobina smagnetizzante
La principale differenza tra questo tipo di generatori è che la bobina del campo magnetico non è alimentata da una fonte esterna, ma dal generatore stesso. Pertanto, sono chiamati generatori autoeccitati.
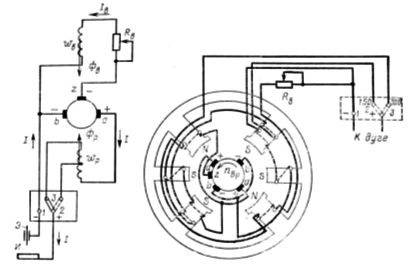
Riso. 2. Schema schematico e disposizione del sistema magnetico di un generatore quadripolare autoeccitato
Nei generatori di saldatura a collettore, oltre ai poli principali e alle bobine, sono presenti due poli aggiuntivi, sui quali è posizionata lungo la spira un'ulteriore bobina di serie. Ciò è necessario per compensare il flusso magnetico della reazione di armatura e per mantenere la posizione di neutralità elettrica della macchina al variare del carico.
Per il normale funzionamento di un generatore autoeccitato, è necessario che la tensione applicata alla bobina magnetizzante non cambi durante il processo di saldatura, cioè non dipende dalla modalità di saldatura. A tale scopo, nel generatore è installata una terza spazzola aggiuntiva, che si trova tra le due spazzole principali.
La tensione che alimenta la bobina magnetizzante risulta essere indipendente dalla corrente di saldatura. La caratteristica di caduta del generatore è fornita dall'effetto smagnetizzante della bobina smagnetizzante, che si verifica sotto la seconda metà dei poli.
 Una caratteristica dei generatori di saldatura autoeccitati è che possono essere avviati solo quando l'armatura viene ruotata in una direzione, indicata dalla freccia sul coperchio dello statore. Ciò è dovuto al fatto che l'eccitazione iniziale del generatore al suo avvio è dovuta alla magnetizzazione residua dei poli.
Una caratteristica dei generatori di saldatura autoeccitati è che possono essere avviati solo quando l'armatura viene ruotata in una direzione, indicata dalla freccia sul coperchio dello statore. Ciò è dovuto al fatto che l'eccitazione iniziale del generatore al suo avvio è dovuta alla magnetizzazione residua dei poli.
Quando l'armatura viene ruotata nella direzione opposta, una corrente inversa fluirà nella bobina di eccitazione, che con il suo campo magnetico crescente in un determinato momento compensa la magnetizzazione residua dei poli, cioè il flusso magnetico totale sotto i poli sarà zero. In questo caso, per eccitare il generatore, è necessario collegare temporaneamente la bobina magnetizzante ad una sorgente di corrente continua indipendente.
Generatori di saldatura per valvole
I generatori di saldatura di questo tipo sono apparsi a metà degli anni '70 del XX secolo dopo lo sviluppo della produzione di valvole in silicio di potenza. In questi generatori, la funzione di correzione della corrente al posto del collettore è svolta da un raddrizzatore a semiconduttore, al quale viene fornita la tensione alternata del generatore.
Nelle unità di saldatura vengono utilizzati generatori di tre tipi di costruzione dell'alternatore: induttore, sincrono e asincrono. In Russia, i dispositivi di saldatura sono prodotti con generatori di eccitazione autoeccitati, indipendenti e ad induzione mista.
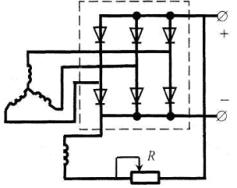
Riso. 3. Schema di un generatore di valvole con autoeccitazione
In un generatore di induttori, la bobina di campo stazionaria è alimentata con corrente continua, ma il flusso magnetico creato da essa è di natura variabile. È massima quando i denti del rotore e dello statore coincidono, quando la resistenza magnetica nel percorso del flusso è minima, ed è minima quando le cavità del rotore e dello statore coincidono, pertanto anche la FEM indotta da questo flusso è variabile.
Sullo statore si trovano tre avvolgimenti funzionanti con un offset di 120 °, quindi all'uscita del generatore viene generata una tensione alternata trifase. La caratteristica di caduta del generatore è ottenuta grazie alla grande resistenza induttiva del generatore stesso. Il reostato nel circuito di eccitazione viene utilizzato per regolare uniformemente la corrente di saldatura.
L'assenza di contatti striscianti (tra le spazzole e il collettore) rende questo generatore più affidabile nel funzionamento. Inoltre, ha una maggiore efficienza, meno peso e dimensioni rispetto al generatore a collettore.
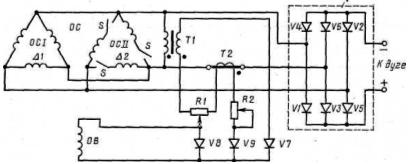
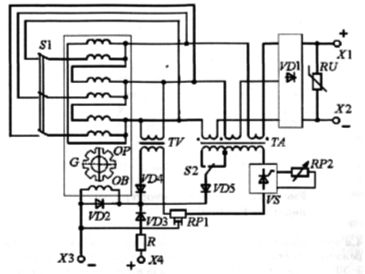
Riso. 4. Schema schematico di un generatore di saldatura a valvola del tipo GD-312 con autoeccitazione
Per garantire il funzionamento a vuoto, la bobina di eccitazione è alimentata da un trasformatore di tensione e per alimentarla in modalità di cortocircuito da un trasformatore di corrente. Nella modalità di carico - saldatura - viene applicato alla bobina di eccitazione un segnale di controllo misto proporzionale alla parte della tensione di uscita e proporzionale alla corrente. I generatori di valvole sono prodotti con il marchio GD-312 e vengono utilizzati per la saldatura manuale dei metalli come parte dei blocchi ADB.
Riso. 5. Schema schematico del generatore di saldatura GD-4006
In Russia vengono prodotti diversi modelli di unità multiposizione con il numero di posizioni da 2x a 4x. Esistono unità universali sul mercato per diversi metodi di saldatura o saldatura e taglio al plasma. In particolare, il modulo ADDU-4001PR.
La formazione di un'unità VSH artificiale ADDU-4001PR è fornita da un'unità di alimentazione a tiristori con controllo a microprocessore. Possibilità tecnologiche più ampie sono fornite dall'uso di unità di potenza inverter in unità, come nell'unità Vantage 500.