Riparazione di avviatori magnetici
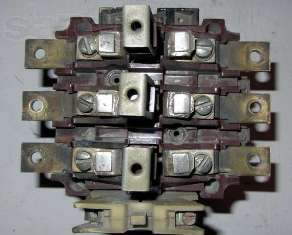
Riparazione di contatti di avviatori magnetici
 Contatti avviatori magnetici, sulla cui superficie sono presenti tracce di bruciature e depositi carboniosi, vengono puliti con un panno di cotone imbevuto di acquaragia o benzina per aviazione.
Contatti avviatori magnetici, sulla cui superficie sono presenti tracce di bruciature e depositi carboniosi, vengono puliti con un panno di cotone imbevuto di acquaragia o benzina per aviazione.
Schizzi e "perline" di metallo sulla superficie dei contatti vengono puliti con una lima. Dopo aver pulito con una picca con uno spessore di 0,05 mm, controllare la tenuta della connessione delle superfici di contatto. Con i contatti chiusi, la sonda non deve passare oltre il 25% della superficie di contatto tra i contatti.
In caso di rottura o allentamento, la molla di contatto viene sostituita con una nuova o idonea dello starter scartato.
Quando la filettatura è usurata o esposta nei fori per le viti per il fissaggio dei fili che trasportano corrente, i fori con la filettatura danneggiata vengono tagliati e la filettatura della dimensione successiva viene picchiettata con un maschio.

Riparazione di circuiti magnetici di avviatori magnetici
I circuiti magnetici degli avviatori magnetici sono costituiti da un'armatura e un nucleo su cui è rinforzata una bobina in cortocircuito.
Le superfici di contatto contaminate del nucleo e dell'armatura vengono pulite con un detergente imbevuto di benzina.Se sono presenti tracce di corrosione sulla superficie del contatto, la superficie viene pulita con tela smeriglio. Dopo la pulizia con una sonda da 0,05 mm, controllare l'area di contatto tra il nucleo e l'armatura premendo manualmente l'armatura contro il nucleo. La superficie di contatto deve essere almeno il 70% della sezione centrale.
Se il traferro tra il nucleo centrale dell'armatura e il nucleo del circuito magnetico è inferiore a 0,2 mm, l'armatura o il nucleo dello starter viene bloccato in una morsa e il nucleo centrale viene riempito con una lima con una fessura sottile. L'ancora viene quindi posizionata sull'anima e viene sondata la fessura. La distanza deve essere compresa tra 0,2 e 0,25 mm. Quando si alimenta il nucleo, assicurarsi che le superfici dell'armatura e dei nuclei del nucleo centrale siano parallele quando il sistema magnetico è chiuso.

Durante l'incrudimento, la superficie di contatto dell'anima e dell'armatura viene rettificata su una rettificatrice fino a rimuovere le tracce di indurimento. Dopo la molatura con le sonde, controllare lo spazio tra i trefoli centrali, nonché l'area di contatto dei trefoli terminali dell'armatura e del nucleo. Lo spazio tra i nuclei centrali deve rientrare nei limiti superiori e l'area di contatto dei nuclei terminali deve essere almeno il 70% della sezione trasversale del nucleo.
Il cortocircuito danneggiato negli avviatori viene sostituito con uno nuovo. Il cortocircuito danneggiato dell'avviatore viene tagliato con una lima su un lato e rimosso.
Il luogo in cui è installata la bobina viene pulito con un file. Il nuovo giro di cortocircuito è realizzato in ottone.È vietata la sostituzione del materiale e la realizzazione di un cortocircuito con deviazioni dimensionali, poiché ciò comporta un aumento del rumore dell'avviatore incluso o un riscaldamento inaccettabile del circuito.
Il cortocircuito prodotto negli avviatori viene premuto nelle scanalature del nucleo o viene posizionato sul nucleo e le sue piastre di fissaggio sono piegate.
Se la superficie del circuito magnetico presenta un colore danneggiato, viene pulita con un detergente imbevuto di benzina o acquaragia e asciugata. Dopo l'asciugatura, l'anima e l'ancora vengono abbassate in un bagno di smalto in modo che le superfici di contatto non siano ricoperte di vernice e la larghezza della striscia non verniciata attorno ai bordi della superficie di contatto non sia superiore a 3 mm. Puoi anche dipingere il nucleo e l'armatura del circuito magnetico con un pennello.
Le superfici verniciate vengono asciugate all'aria per 2-3 ore.

Riparazione di morsetti terminali di avviatori magnetici
Le superfici di contatto bruciate o ossidate delle morsettiere vengono pulite con una lima o carta vetrata, pulite con un materiale detergente imbevuto di benzina e stagnate con saldatura POS-30.
Quando la filettatura è consumata o rotta nei fori per le viti di fissaggio dei fili di alimentazione della corrente, i fori vengono saldati con rame o ottone utilizzando un cannello a gas. Il punto di saldatura viene pulito con una lima, inchiodato e viene praticato un foro per tagliare un nuovo filo. Una filettatura viene tagliata nel foro praticato alla dimensione della filettatura danneggiata.