Strumento di misura: nonio, micrometro, compasso in metallo e righello in metallo
I principali strumenti di misurazione nel processo di esecuzione dei lavori di riparazione sono un nonio, un micrometro, un compasso per metallo e un righello di metallo.
Dispositivo calibro
Con l'aiuto di un calibro, le quantità lineari vengono misurate con una precisione fino al decimo di millimetro. Come puoi vedere dalla figura, il vernier è un dispositivo universale che consente di misurare le dimensioni esterne e interne delle parti, nonché le dimensioni degli incavi.
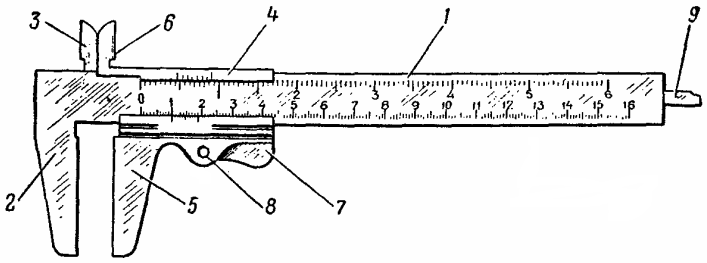
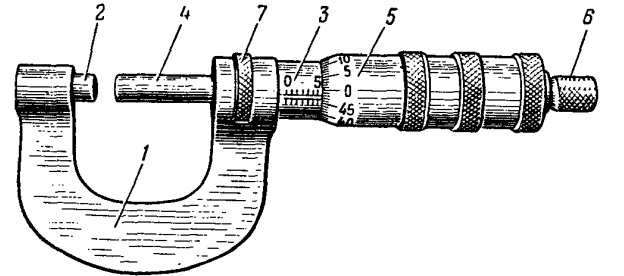
Riso. 1. Nonio: 1 - righello metrico, 2, 3 - ganasce fisse, 4 - cursore, 5, 6 - ganasce mobili, 7 - tappo, 8 - asse del tappo, 9 - righello.
Consiste in una barra a forma di righello metrico 1 con ganasce fisse 2 e 3 e un cursore 4 con ganasce mobili 5 e 6. Sul retro del righello metrico è presente una scanalatura longitudinale in cui un righello più stretto 9 con una larghezza di 4 - 5 si trova mm, fissata saldamente con un cursore 4. Quindi, quando si sposta il cursore lungo il righello metrico 1, il righello 9 va al valore corrispondente oltre la fine del righello metrico.
Per fissare la posizione del cursore 4 durante la misurazione, è dotato di un freno a molla, che viene rilasciato premendo il tappo 7 (in alcuni modelli di pinze, al posto del tappo è installata una vite che fissa la posizione di la cornice del nonio). Sul motore 4 è presente un taglio inclinato sul quale è applicato il nonio.
Vernier (Fig. 2) è una scala lunga 9 mm, divisa in 10 parti, 0,9 mm ciascuna. Nella posizione estrema sinistra della slitta del calibro, le sue ganasce dovrebbero combaciare strettamente, mentre le estremità dei righelli metrici e stretti dovrebbero trovarsi sulla stessa linea e la divisione zero del righello metrico dovrebbe coincidere con la prima riga di il nonio (mentre la decima parte della scala del nonio dovrebbe coincidere con la nona scala della divisione).
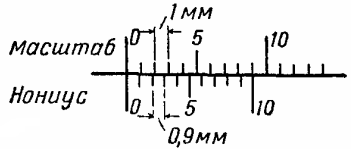
Riso. 2. Il rapporto tra le divisioni del nonio e la scala del righello metrico
Come usare un calibro
Per la misurazione, la parte viene posizionata tra le ganasce del calibro. Spostando il cursore, è necessario ridurre le ganasce in modo che aderiscano perfettamente alla superficie della parte misurata. La dimensione viene conteggiata per calibro nel seguente ordine:
- la posizione dei primi rischi del nonio è determinata rispetto alla divisione del regolo metrico;
- determinare quale rischio del nonio coincide con il rischio di (qualsiasi) righello metrico;
- la lettura si fa sommando le due letture.
Esempio (figura 3, a). Il rischio zero del nonio è compreso tra la 31a e la 32a divisione del righello metrico e il suo quarto rischio coincide con un certo rischio sul righello. In questo caso, il valore misurato sarà 31,4 mm. Quali sono le letture del calibro fornite negli esempi in fig. 3, b e c?
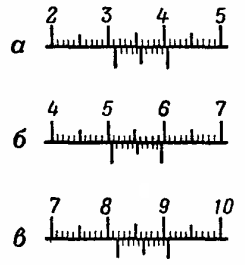
Riso. 3. Esempi di conteggio delle letture del calibro
Risposta: b — 50,8 mm; h — 81,9 mm.
Il nonio deve essere protetto da urti, sollecitazioni meccaniche e lubrificato con un sottile strato di olio per macchine per evitare la corrosione e il grippaggio delle parti in movimento.
Recentemente, i calibri elettronici con un dispositivo di lettura digitale hanno guadagnato una popolarità diffusa. Altri tipi di contatori sono anche discussi qui: Calibro - tipi ed esempi di utilizzo

Micrometro
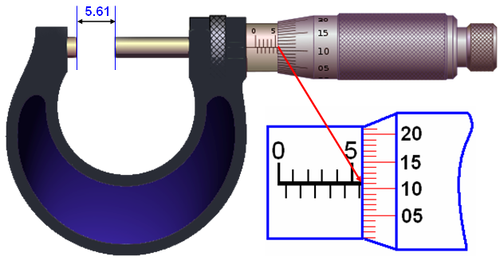
Il micrometro è uno degli strumenti di misura più diffusi. La figura 4 mostra un micrometro piatto, utilizzato per misurazioni esterne da 0 a 25 mm con una precisione di 0,01 mm.
Riso. 4. Micrometro: 1 - staffa; 2 — tacco; 3 — manica; 4 - vite micrometrica; 5 — tamburo; 6 - cricchetto della frizione; 7 — dispositivo di bloccaggio
Il micrometro è costituito da una clip 1 con un tallone 2, un manicotto 3 premuto nel morsetto, una vite micrometrica 4, un tamburo 5, un giunto a cricchetto 6 e un dispositivo di bloccaggio 7. Una filettatura micrometrica viene tagliata all'interno del manicotto 3 con un passo di 0,5 mm. Il tamburo 5 è fissato su una vite micrometrica 4, anch'essa dotata di filetto con passo 0,5 mm. Pertanto, con una rotazione del tamburo 5, la vite micrometrica 4 si sposta in direzione assiale di 0,5 mm.
Sul lato anteriore della manica è presente una scala longitudinale con una graduazione di 0,5 mm. Attorno alla circonferenza del tamburo 5, sul suo bordo smussato, è inoltre presente una scala composta da 50 divisioni uniformemente distribuite lungo la circonferenza. Pertanto, quando il tamburo viene ruotato di una divisione della scala graduata sulla sua circonferenza, la vite micrometrica si sposta in direzione assiale di 0,01 mm.

Per misurare il pezzo, inserire tra le estremità del tallone 2 viti micrometriche 4. Quindi, ruotando la vite micrometrica con l'ausilio di un giunto a cricchetto, è necessario bloccare il pezzo tra le estremità della vite micrometrica e il tallone.La forza di compressione del pezzo durante la misurazione è limitata dalla forza di attrito. In questo micrometro è pari a 700 +200 g, pertanto durante il processo di misurazione il pezzo non si deforma ed è protetto da danni al micrometro.
Le letture del micrometro vengono contate nel seguente ordine. Dapprima si conta il numero di millimetri sulla scala del manicotto micrometrico (con una precisione di 0,5 mm) delimitata dall'estremità del tamburo, quindi il numero di centesimi di millimetro corrispondente alla divisione della scala del tamburo situata di fronte al asse dell'asse della boccola.
Un esempio. Sulla scala della manica, il numero 15, una divisione di mezzo millimetro, e parte della successiva divisione di mezzo millimetro, la 13a divisione della scala del tamburo coincide con la linea assiale della scala della manica, quindi la dimensione della parte è 15,5 + 0,13 = 15,63 mm.
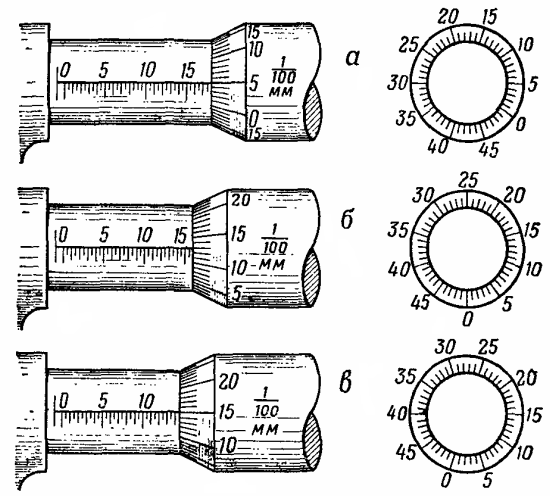
Riso. 5. Esempi di letture micrometriche: a — 17,55 mm; b — 15,63 mm; h — 14,15 mm
Le estremità della vite micrometrica e il tallone del micrometro devono essere protetti da urti e graffi, che ridurranno la precisione delle letture del micrometro.
Righello in metallo
Per misurare la distanza tra due punti viene utilizzato un righello di metallo con una precisione di 1 - 0,5 mm. È un nastro d'acciaio graduato in millimetri.

Un righello di metallo, come qualsiasi dispositivo di misurazione, dovrebbe avere il timbro del produttore. Un righello senza segno non deve essere utilizzato per le misurazioni. È sufficiente avere un righello di metallo con una lunghezza di 200 - 500 mm. Il righello dovrebbe essere dritto, non frastagliato, con sezioni chiaramente contrassegnate.
Bussola per metallo
Una bussola per metallo viene utilizzata per segnare il lavoro, disegnare cerchi sulla superficie di materiali solidi e per misurazioni con il metodo di trasferimento (misurando la dimensione della soluzione delle gambe della bussola con un righello di metallo).

La bussola dovrebbe avere punte appuntite e leggermente indurite sulle gambe. Il gioco e lo smorzamento nel giunto della bussola sono inaccettabili.