Calcoli del tasso di consumo di energia elettrica
 Nello sviluppo degli standard di consumo energetico vengono utilizzati tre approcci principali: sperimentale, analitico-computazionale e statistico.
Nello sviluppo degli standard di consumo energetico vengono utilizzati tre approcci principali: sperimentale, analitico-computazionale e statistico.
Un modo esperto richiede misurazioni del consumo di elettricità per ogni operazione nelle modalità del processo tecnologico specificato dalle regole. Il consumo di energia elettrica per unità di produzione è determinato sommando i costi operativi.
Questo approccio richiede l'uso di un gran numero di dispositivi di misurazione e costi di manodopera significativi. Per ottenere risultati affidabili per ogni operazione, è necessario effettuare un gran numero di misurazioni ed elaborazioni statistiche dei risultati, nonché confrontare i dati ottenuti con i costi del sito, dell'officina, della produzione. Pertanto, questo metodo è principalmente applicabile per determinare i singoli standard in un ambiente di produzione specifico.
Il metodo analitico-computazionale comporta la determinazione del tasso di consumo di elettricità mediante calcolo - in base ai dati del passaporto dell'attrezzatura tecnologica, tenendo conto del grado di carico, delle modalità operative e di altri fattori. Per gli standard generali di produzione, devono essere prese in considerazione anche la potenza e le modalità di funzionamento di tutte le apparecchiature ausiliarie (ventilazione, approvvigionamento idrico e fognario, illuminazione elettrica, esigenze di riparazione, ecc.).
Le modalità operative dei consumatori di elettricità vengono prese in considerazione utilizzando vari coefficienti (accensione, ricarica, ecc.), La cui selezione empirica e natura casuale portano a errori significativi. Il calcolo elemento per elemento dell'insieme dei componenti del consumo energetico rende il metodo estremamente dispendioso in termini di tempo.
Metodo statistico di razionamento basato sull'elaborazione statistica dei dati sui costi generali e specifici per un certo periodo di tempo e sull'identificazione dei fattori che ne influenzano la variazione. I calcoli vengono effettuati in base alle letture dei contatori elettrici e ai dati di uscita del prodotto. Questo metodo è il meno dispendioso in termini di tempo, affidabile e ampiamente utilizzato nella pratica del razionamento del consumo energetico. Diamo un'occhiata ai metodi pratici della sua attuazione.
Il consumo specifico di elettricità viene calcolato per una struttura speciale: un sito di produzione, un'officina o un'unità ad alta intensità energetica separata che ha il proprio contatore all'ingresso. L'organizzazione della misurazione dell'elettricità è un prerequisito per una regolamentazione efficace.
Un sistema tecnico per la misurazione dell'elettricità spesso non coincide con la divisione amministrativa dell'impresa a causa della complessità e della ramificazione dei sistemi di alimentazione. Pertanto, quando si nominano le unità amministrative che effettuano il razionamento, queste devono essere mappate alle unità contabili.
Per l'oggetto controllato si distinguono le principali tipologie di prodotti, il cui volume di produzione può essere calcolato per un turno, una giornata o per un ciclo di funzionamento dell'attrezzatura. Di conseguenza, le letture dei contatori elettrici vengono effettuate per turni, giornalmente o per ogni ciclo di lavoro.
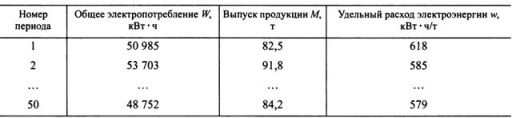
Per calcolare gli indicatori caratteristici è necessaria una fase preparatoria per la raccolta di dati statistici - almeno 50 periodi. La tabella 1 mostra una vista di esempio della rappresentazione iniziale dei dati. Al termine di ogni fascia oraria vengono rilevati il consumo totale di energia elettrica dell'impianto (per metro) e la produzione. Nell'ultima colonna vengono inseriti i valori del consumo specifico di elettricità, ottenuti dalla formula w = W / M, dove W è il consumo effettivo di elettricità per la produzione di prodotti nella quantità di M (la quantità può essere misurata in diverse unità).
Sezione. 1.
Il consumo specifico effettivo di elettricità per diversi periodi di tempo non è lo stesso, a causa del diverso carico dell'oggetto selezionato, delle modalità operative, della composizione delle materie prime e di altri fattori.Se tutte queste condizioni sono le stesse, i valori dei costi unitari sono vicini per periodi diversi, la loro distribuzione dovrebbe essere normale (gaussiana), in questo caso è possibile ottenere il valore medio del consumo di elettricità per un numero di periodi e usalo come standard.
Si noti che la distribuzione dei dati sperimentali è normale (gaussiana) solo nel caso delle stesse condizioni del processo tecnologico e degli stessi parametri del manufatto. Molto spesso i dati non seguono una distribuzione normale a causa di due fattori.
In primo luogo, potrebbe esserci un cambiamento nei parametri dei prodotti, delle materie prime o delle modalità operative delle apparecchiature. Ad esempio, il grado di acciaio e il profilo del metallo laminato hanno una grande influenza sul consumo di energia (la laminazione del rinforzo determina il consumo energetico specifico di 180 kWh, acciaio inossidabile dello stesso diametro - 540 kWh). In questi casi, il monitoraggio dovrebbe essere organizzato in modo tale da ottenere il numero richiesto di misurazioni da prodotti omogenei.
In secondo luogo, la violazione della distribuzione normale è spiegata dalle proprietà tecnologiche, che in questo caso si manifestano con deviazioni dalla tecnologia, voti rifiutati e mancati (ad esempio, il volume del fuso è significativamente inferiore a quello nominale). Sono questi i casi che il tecnico responsabile deve identificare e agire. La deviazione della distribuzione dal normale definisce una certa area che determina i possibili volumi di risparmio energetico attraverso misure organizzative.
Per ottenere norme ragionevoli è necessario verificare la conformità della legge statistica della distribuzione del consumo specifico di elettricità con la distribuzione normale (gaussiana). È possibile utilizzare il test per criterio χ2… Se il valore ottenuto del criterio supera il valore teorico, l'ipotesi della corrispondenza della distribuzione statistica alla normale dovrebbe essere respinta.
Ciò significa che dai dati ottenuti non è possibile ricavare un'unica tariffa di consumo di energia elettrica per unità di produzione, quindi devono essere suddivisi secondo le modalità tecnologiche caratteristiche, calcolando per ciascuna tariffa di consumo energetico, oppure determinare la dipendenza statistica di il consumo specifico per i fattori di influenza w = f (x1, x2, x3), dove i volumi di produzione possono agire come fattori x1, x2, x3, temperatura, velocità di lavorazione, ecc.
Se il controllo conferma che la distribuzione dei costi unitari è vicina alla normalità, è possibile determinare il tasso di consumo di elettricità sulla base di questi dati. Per il monitoraggio, è più conveniente impostare l'intervallo in cui dovrebbe essere il consumo specifico di energia.
L'intervallo è determinato più semplicemente dalla portata media e dalla deviazione standard. σ... In poche parole, il limite inferiore dell'intervallo può essere assunto uguale a wmin = wWed - 1.5σ, e quello superiore - wmax = wcp + 1.5σ... Secondo la regola 10 - 20% dell'elettricità specifica consumo ricevuto in condizioni di produzione reali, supera l'intervallo specificato, che è dovuto a errori dei lavoratori, violazioni del regime, deviazioni nella qualità del prodotto, ecc.Il personale tecnico dovrebbe prestare attenzione a tali casi e adottare misure.
Sottolineiamo che le norme ottenute con uno qualsiasi di questi metodi riflettono le modalità di consumo di energia per la produzione di prodotti solo nell'impresa in cui sono ottenute e non possono essere estese né all'industria nel suo insieme né a un'altra impresa. Ciò è dovuto alle proprietà individuali di ciascuna impresa come sistema complesso di tipo tecnologico.
Ad esempio, lo standard tecnologico per la produzione di laminazione è stato determinato sperimentalmente in base alla temperatura del metallo, alla velocità di laminazione, alla calibrazione, all'attrito dei cuscinetti, alle perdite tecnologiche, ecc. velocità di taglio e tempo di lavorazione.Tuttavia, questi risultati non possono essere trasferiti a tutte le macchine utensili, anche all'interno di un unico impianto, perché in pratica esistono molti tipi di pezzi lavorati e modalità di lavorazione.
Inoltre, come usi queste velocità ottenute per ogni dettaglio? È impossibile posizionare un contatore elettrico vicino alla macchina e confrontare il consumo di ogni parte con lo standard. Generalizzare gli standard, tenendo conto del numero e della gamma di parti prodotte, comporterà un grosso errore dovuto all'impossibilità di tenere conto di tutti i fattori sul lavoro.
Inoltre, utilizzando il metodo computazionale e analitico, è impossibile passare dai dati sulla potenza nominale dei singoli ricevitori elettrici, tenendo conto di tutte le possibili modalità tecnologiche, tipi di prodotti, qualità delle materie prime, al consumo di elettricità per un'officina o impresa per un mese, trimestre, anno.
È impossibile ottenere il valore stimato del consumo energetico dell'impresa sommando diverse norme specifiche per l'intera gamma di prodotti. Per fare ciò è necessario pianificare in anticipo non solo la quantità totale di prodotti che verranno rilasciati nel prossimo mese (trimestre, anno), ma anche suddividerla accuratamente per marchi, caratteristiche delle modalità di lavorazione e molti altri fattori. Questo era impossibile nelle condizioni di un'economia pianificata e ancora di più adesso.
È impossibile confrontare diverse imprese e secondo gli standard estesi per l'intero impianto anche con cicli tecnologici ravvicinati. Così, nel 1985, nelle imprese di metallurgia ferrosa, il consumo specifico di elettricità di 1 tonnellata di prodotti laminati assumeva valori da 36,5 a 2222,0 kW • h / t con una media di settore di 115,5 kW * h / t; per l'acciaio da convertitore — da 13,7 a 54,0 kW • h / t con una media industriale di 32,3 kW • h / t.
Una diffusione così significativa si spiega con la diversità dei fattori tecnologici, organizzativi e sociali per ciascuna produzione, ed è chiaro che la norma media del settore non può essere estesa a tutte le imprese. Allo stesso tempo, l'impresa non può essere considerata inefficiente se supera la media del settore.
La produzione ridotta, l'utilizzo incompleto e irregolare delle apparecchiature comportano costi unitari più elevati, ampliando ulteriormente il divario di dati. Pertanto, nelle condizioni odierne, i livelli medi di consumo di elettricità del settore non possono essere utilizzati né per prevedere il consumo energetico né per stimare i risparmi energetici.