Terminali dei cavi
 La sigillatura finale viene eseguita per sigillare il cavo nelle immediate vicinanze del punto di connessione dei suoi fili che trasportano corrente a dispositivi, sbarre di dispositivi di distribuzione e altri elementi dell'impianto elettrico.
La sigillatura finale viene eseguita per sigillare il cavo nelle immediate vicinanze del punto di connessione dei suoi fili che trasportano corrente a dispositivi, sbarre di dispositivi di distribuzione e altri elementi dell'impianto elettrico.
Attualmente, vengono utilizzati i seguenti tipi di interruzioni del cavo per tensioni fino a 10 kV: in un imbuto di acciaio, in un guanto di gomma, resina epossidica, nonché da strisce di cloruro di polivinile.
La terminazione dei cavi in imbuti di acciaio (denominazione del tipo KVB) è ancora ampiamente utilizzata per installazioni elettriche con una tensione fino a 10 kV situate in ambienti asciutti riscaldati e non riscaldati. Tale sigillo può essere di tre modelli:
-
KVBm - con un piccolo imbuto ovale senza coperchio e montato senza boccole in porcellana,
-
KBBk - con un imbuto rotondo, all'uscita del quale i nuclei del cavo si trovano sui vertici di un triangolo equilatero (con un angolo di 120 °),
-
KVBo - con un imbuto ovale, all'uscita del quale i conduttori del cavo si trovano in una fila.
Le guarnizioni KVBo e KVBk vengono utilizzate per collegare cavi progettati per tensioni fino a 10 kV con conduttori di sezione arbitraria, quando si terminano cavi per tensioni 3, 6 e 10 kV, l'imbuto viene installato con un coperchio e boccole in porcellana e quando si collegano cavi per tensione fino a 1 kV — senza copertura e passanti.
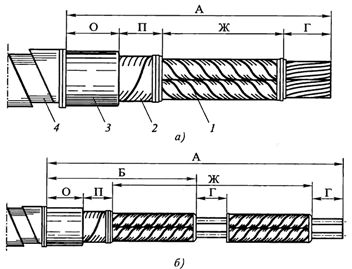
La sigillatura delle estremità dei cavi in un imbuto d'acciaio viene utilizzata più spesso, poiché i materiali necessari per la fabbricazione e la colata di imbuti sono sempre disponibili in qualsiasi apparecchiatura elettrica. Per la terminazione di cavi tripolari per tensioni fino a 1 kV con una sezione fino a 3 x 120 mm2 e cavi quadripolari con una sezione fino a 4 x 95 mm2, per lo più imbuti ovali in acciaio di piccole dimensione KVBm. La sigillatura viene eseguita nel seguente ordine.
L'imbuto in acciaio da installare viene pulito dallo sporco, posizionato sul cavo (Fig. 1, a) e fatto scorrere lungo di esso (dopo averlo avvolto con carta per proteggere l'imbuto dalla contaminazione). Dopo aver tagliato l'estremità del cavo, riscaldare la massa del marchio MP-1 a 120 ... 130 ° C e scottare accuratamente la sezione tagliata.
Le vene vengono isolate con un nastro adesivo di cloruro di polivinile (Fig. 1, b), applicando mezze spire sovrapposte. L'imbuto viene spinto sull'estremità tagliata del cavo (Fig. 1, c), i fili si trovano al suo interno. Quindi, dopo aver contrassegnato la posizione del collo a imbuto sul cavo, viene nuovamente spostato.
Inoltre, attaccando il filo di terra alla guaina e all'armatura del cavo con una benda metallica, saldarlo (Fig. 1, d ... f).Dopo aver rimosso il nastro ad anello rimanente sull'isolamento e quindi sull'armatura del cavo (nel punto in cui dovrebbe trovarsi il collo a imbuto), vengono avvolti conicamente diversi strati di nastro in resina (Fig. 1, g) per un ugello più stretto sul collo a imbuto .
Un filo di terra passa attraverso il centro dell'avvolgimento (dopo 3 ... 4 strati). L'imbuto viene pressato in sede, con sforzo viene adagiato sulla bobina e fissato verticalmente alla struttura con morsetti, ai quali viene poi fissato il filo di terra (Fig. 1, h).
Le orecchie sono saldate o saldate alle estremità delle anime dei cavi, le anime dei cavi sono piegate in modo che siano alla stessa distanza l'una dall'altra e dalle pareti dell'imbuto, quindi, riscaldando l'imbuto a 35 ... 50 ° C, riempirlo con tavolo cavo caldo. Durante il raffreddamento e il restringimento, la massa del cavo viene versata nell'imbuto in modo che il suo livello finale non sia più di 10 mm sotto il bordo dell'imbuto.
Per la protezione dalla corrosione, l'imbuto, la staffa e la struttura di supporto sono verniciati con vernice smaltata. L'imbuto è contrassegnato con il numero e la sezione del cavo su di esso.
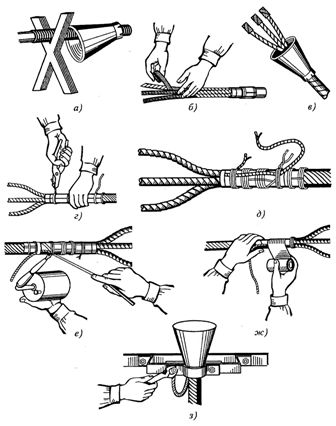
Riso. 1. Sequenza delle operazioni (a … h) finitura del cavo in un imbuto di acciaio
La terminazione dei cavi in guanti di gomma (designazione del tipo KVR) è consentita in ambienti con un ambiente normale con una differenza nei livelli della posizione delle estremità dei cavi non superiore a 10 m ed è utilizzata per cavi a tre conduttori progettati per un tensione fino a 1 kV, con sezione trasversale del conduttore fino a 240 mm2 e cavi quadripolari con sezione del conduttore fino a 185 mm2. I guanti di gomma sono realizzati in gomma nitrilica PL-118-11.
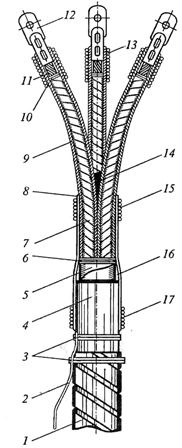
Dopo aver tagliato l'estremità del cavo, l'installazione della terminazione KVR (Fig. 2) viene eseguita nel seguente ordine.Innanzitutto, sui nuclei tagliati 4 del cavo, vengono applicati a distanza più strati di avvolgimento 2 di nastro adesivo in cloruro di polivinile per fissare l'isolante di carta e arrotondarne gli spigoli vivi per facilitarne il passaggio attraverso i tubi 3 e le diramazioni (dita) 14 sul guanto.
Il corpo (corpo) 75 del guanto viene piegato con una pinza in più passaggi lungo l'intera circonferenza in un'area approssimativamente uguale alla larghezza del morsetto 6 (25 ... 30 mm, a seconda della taglia del guanto).
Si asporta il tratto di guaina del cavo 9 compreso tra i due tagli anulari e si applica una benda 13 di filo pesante sulla parte esposta dell'isolante della croce 12, dopodiché si crea una rugosità sulla parte ricurva del corpo del guanto 15 , per cui pulendolo con uno straccio imbevuto di benzina, viene lavorato con una lima cardo o pennello. La parte del guscio su cui verrà incollato il guanto viene lucidata a specchio e quindi asciugata con un panno imbevuto di benzina.
La parte piegata del corpo del guanto e la sezione della calotta vengono quindi rivestite con un sottile strato di colla n. 88H. Se il diametro del guscio è inferiore al diametro interno del guanto, attorno al guscio viene avvolto un elastico resistente all'olio, ogni strato del quale è anch'esso rivestito di adesivo. Dopo i 5...7 minuti necessari all'asciugatura della colla, il corpo del guanto viene ripiegato su un rotolo di nastro adesivo. La profondità di attacco del guanto all'alloggiamento E deve essere di 30 … 35 mm.
Fissare il corpo del guanto al corpo con un apposito morsetto o due bende di quattro spire di filo di rame o di acciaio dolce zincato del diametro di 1 mm (avendo preventivamente avvolto due strati di nastro di gomma sul corpo nei punti in cui sono installato).
Dopo aver legato temporaneamente i tubi di gomma con cotone o nastro di gomma direttamente nel guanto per proteggere l'isolamento del nastro di carta da eventuali danni, le anime del cavo vengono piegate e piegate.
Piegare le estremità dei fili isolando i fili in un'area pari alla lunghezza della parte di tubo della punta 1 più 8 mm, preparando così i fili del cavo per la terminazione. Per facilitare la piegatura dei tubi, le superfici esterne di queste zone sono cosparse di vaselina o olio lubrificante.
Premere, saldare o saldare le punte alle estremità dei nuclei conduttivi e quindi pulire la loro parte cilindrica (tubolare) con uno straccio inumidito con benzina.
La parte curva del tubo viene irruvidita con una lima da scopa o una spazzola d'acciaio dopo averla pulita con un panno inumidito di benzina, quindi viene applicato un sottile strato di colla n. 88H.
I rotoli avvolti con nastro di gomma resistente all'olio e spalmati di colla n. 88H vengono posizionati nei fori di punta formati durante la pressatura con il metodo dell'impronta locale. Se il diametro della parte cilindrica della punta è inferiore al diametro interno del tubo, cioè c'è una differenza tra loro, tanti strati di gomma resistente all'olio, precedentemente puliti con benzina e ricoperti di colla n. 88H , sono avvolte sulla punta, se è necessario eliminarlo completamente. Per sigillare, il tubo viene svitato sulla parte cilindrica della punta.
La sigillatura può essere effettuata anche mediante incollaggio di uno spezzone di tubo di lunghezza tale da ricoprire completamente la parte cilindrica del puntale ed entrare nel tubo principale per una distanza pari a due dei suoi diametri. In questo caso, le superfici incollate dei tubi (principale e tratto) vengono prima irruvidite, strofinate con stracci imbevuti di benzina, ricoperte di colla n° 88H e lasciate asciugare, quindi viene applicato nuovamente uno spesso strato di colla n° 88H la superficie interna del segmento del tubo e immediatamente premuto sulla punta.
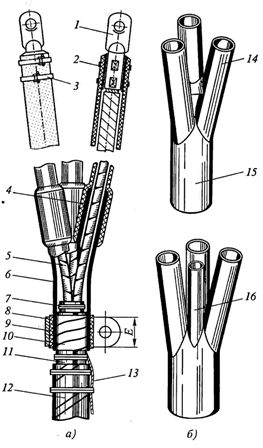
Riso. 2. Costruzione della terminazione KVR (a) e tipo di guanti di gomma per cavi a tre e quattro conduttori (b): 1 - superiore, 2, 11 - avvolgimento del nastro in PVC, 3 - tubo di gomma nitrito, 4 - nucleo del cavo, 5 - guanto, 6 - staffa, 7 - filo di terra, 8 - paraurti, 9 - guaina del cavo, 10 - guarnizione in gomma resistente all'olio, 12 - isolamento della cintura, 13 - benda, 14 - dito del guanto, 15 - corpo del guanto, 16 - aumento per il cavo a quattro conduttori a quattro conduttori
Quando si completa l'anima mediante saldatura con l'ausilio di getti del marchio LA, una striscia di gomma resistente all'olio viene avvolta sulla parte nuda dell'anima con il passaggio delle sue spire alla punta e all'isolamento dell'anima. È inoltre consentito sigillare questa bobina con una benda continua di spago ritorto del diametro di 1,5 ... 2 mm, che viene poi ricoperta di vernice per asfalto.
I metodi più comuni per sigillare i tubi in gomma ai raccordi sono mostrati in Fig. 3. I tubi di gomma 1 sono fissati sul corpo della punta con un nastro speciale 3 o quattro spire di filo di rame con un diametro di 1 mm.
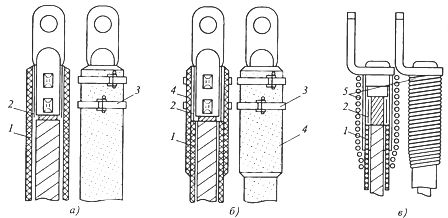
Riso. 3.Metodi per sigillare i tubi di gomma su una punta di alluminio: a — pre-arrotolando il tubo, b — usando un pezzo di tubo, c — spago attorcigliato su una punta stampata, 1 — tubo di gomma, 2 — bobina con nastro di gomma resistente all'olio , 3, 5 - bende di nastro d'acciaio e spago, 4 - connettori in tubo di gomma
Terminazione del cavo epossidica, si distingue per semplicità di esecuzione, affidabilità, elevata resistenza elettrica e meccanica, sicurezza e resistenza al calore (la temperatura di lavoro di tale guarnizione va da -50 a +90 ° C).
Ha una designazione generale di tipo KVE e viene utilizzato per terminare cavi di alimentazione progettati per tensioni fino a 10 kV e utilizzati in qualsiasi locale, nonché in installazioni elettriche all'aperto soggette a protezione dall'esposizione diretta alle precipitazioni atmosferiche e alla luce solare.
Dopo l'indurimento del composto epossidico si forma un corpo con finitura epossidica, modellato in una forma conica, fatto scorrere temporaneamente lungo l'estremità del cavo.
L'inserto del corpo in resina epossidica (Fig. 4) può avere il seguente design:
-
KVEN - con tubi di fili in gomma nitrilica per l'uso in ambienti asciutti,
-
KVED - con tubi a due strati (strato inferiore di cloruro di polivinile, strato superiore di polietilene) sulle vene per l'uso in ambienti umidi e aree con climi tropicali e subtropicali,
-
KVEP - con un'uscita dall'involucro di conduttori isolati saldati all'interno di conduttori multipolari di un cavo progettato per tensioni fino a 1 kV, per l'uso in ambienti umidi e aree con climi tropicali e subtropicali,
-
KVEz - con tubi in gomma nitrilica su conduttori a filo singolo di cavi progettati per tensioni fino a 1 kV e il dispositivo "serrature" all'interno della scatola per l'utilizzo in ambienti umidi e aree con climi tropicali e subtropicali.
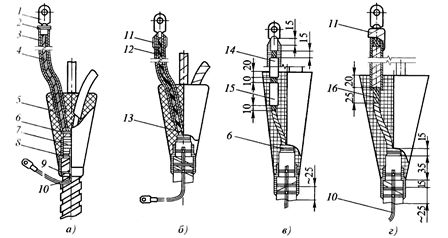
Riso. 4. Sigillatura epossidica finale di cavi di diversi modelli: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — punta, 2 — benda o morsetto, 3 — tubo di gomma nitrito, 4 — filo conduttivo nell'isolamento di fabbrica , 5 - caso di miscela epossidica, 6 - benda fatta di fili grezzi sull'isolamento della cintura, 7 - guaina del cavo, 8 - avvolgimento a doppio strato, 9 - benda metallica del filo di messa a terra, 10 - filo di messa a terra, 11 - avvolgimento di nastro di cotone , ricoperto da una miscela epossidica, 12 - tubo a doppio strato, 13 - filo isolato, 14 - giunzione dell'anima mediante saldatura, 15 - avvolgimento da nastro adesivo in PVC, 16 - parte nuda dell'anima
Oltre a quanto sopra, i terminali KVEo vengono utilizzati anche senza corpo in resina epossidica, ma con una bobina di nastri di cotone incollati con una miscela epossidica, sono destinati alla terminazione finale di cavi unipolari destinati a tensioni fino a 1 kV, alle stesse condizioni dei terminali KVEN e KVED.
L'installazione dei terminali inizia dopo il taglio del cavo, eseguito secondo le istruzioni generali. Le dimensioni delle strisce di cavi per i terminali KVEP e KVEz sono determinate utilizzando la fig. 5 e tab. 1.
Riso. 5. Taglio del cavo per il montaggio di KVEP (a) e KVEz (b): 1 - anima nell'isolamento di fabbrica, 2 - isolamento della cinghia, 3 - guaina, 4 - schermatura del cavo
La particolarità della terminazione KVEP è che non sono le anime conduttive del cavo che ne escono, ma i pezzi di filo isolato ad esse collegati. Viene eseguito come segue.Viene selezionato un pezzo di filo isolato della lunghezza richiesta con una sezione trasversale corrispondente alla sezione trasversale dell'anima del cavo, le sue estremità vengono pulite, preparandosi a collegarne una all'anima del cavo e l'altra alla punta.
Tabella 1 Dimensioni delle fascette per il montaggio dei raccordi KVEP e KVEz
Dimensione dei segmenti dei segmenti dei canali, mm (vedi Fig. 5) AOONSGBCEP-1, Quep-2170352040-Qvep-3, Queep-4210502045-CVEP-5, Quep-62405020-Quep-724-CV -2, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
Appunti:
1. La lunghezza delle anime del cavo tagliato (segmento Æ) viene presa in base alle condizioni di posa e connessione, ma non inferiore a 150 mm.
2. La sezione G per la terminazione di KVEz è determinata in base al metodo di terminazione dei fili.
Le estremità nude dell'anima di rame del cavo e del filo di rame vengono sgrassate, inserite in un manicotto di collegamento in rame e saldate versandovi la saldatura POS-30 o POS-40. L'anima in alluminio del cavo è collegata a un filo di alluminio in un manicotto di alluminio mediante saldatura, colata o aggraffatura.
Dopo aver collegato l'anima del cavo al conduttore, viene applicata una bobina di nastro adesivo in cloruro di polivinile sulla zona esposta, il conduttore di terra viene saldato allo schermo e alle strisce, quindi l'anima e la guaina nel punto di terminazione vengono sgrassate con acetone fino a quando non forniscono una migliore adesione al composto epossidico.
Un cono mobile è montato sull'estremità preparata del cavo, in modo che le anime del cavo si trovino a una distanza di almeno 6 ... 7 mm da ciascun punto del suo bordo e la sezione di saldatura sia all'interno. Lo stampo viene versato con una miscela epossidica e dopo l'indurimento viene rimosso.
La terminazione epossidica KVEz (vedi Fig. 4, d) differisce dalla terminazione KBEp in quanto sui fili unipolari solidi del cavo vengono lasciate sezioni G lunghe 25 mm, chiamate lock, prive di isolamento (vedi Fig. 5). Sopra i fili con tratti scoperti viene posto un tubo in gomma nitrilica di questa lunghezza, che consentirà di tirare un'estremità sopra la parte cilindrica della punta e l'altra di affondare gli incavi nel corpo epossidico per una profondità di almeno 20 mm.
Durante l'installazione e il riempimento dello stampo con resina epossidica, gli inserti KVEz soddisfano gli stessi requisiti degli inserti KVEP.
Riso. 6. Terminazione KVV: 1 - schermatura del cavo, 2 - filo di terra, 3 - strisce di filo di schermatura e guaina, 4 - guaina del cavo, 5 - isolamento fabbricato in fabbrica, 6 - benda di filo di cotone sull'isolamento della vita, 7 - nucleo in fabbrica isolamento, 8 - avvolgimento di nastro a forma di vetro, 9 - avvolgimento del nucleo, 10 - benda di filo di cotone sull'isolamento del nucleo, 11 - parte nuda del nucleo, 12 - serracavo, 13, 15, 17 - bende, 14 - imbottitura, 16 — rullo livellatore
Terminazione dei cavi con strisce in PVC
I sigilli terminali realizzati con nastri e vernici in cloruro di polivinile (denominazione del tipo KVV) sono utilizzati per cavi isolati con carta, destinati a tensioni fino a 10 kV e utilizzati all'interno, nonché in installazioni all'aperto a una temperatura ambiente non superiore a 40 ° C e soggetti alla protezione dall'esposizione diretta alle precipitazioni e ai raggi solari.
La terminazione KVV viene utilizzata quando la differenza di livello del punto più alto e più basso della posizione del cavo lungo il percorso non è superiore a 10 m, altrimenti viene utilizzata una terminazione KVV speciale. L'installazione dei raccordi KVV viene eseguita a una temperatura ambiente di almeno 5 ° C.
La sigillatura del KVV (Fig. 6) viene eseguita con adesivo (prima versione) o non adesivo (seconda versione) con nastro in cloruro di polivinile utilizzando le composizioni n. 1 (coperchio) o n. 2 (riempimento), rispettivamente, colla PVC (Fig. con uno strato adesivo ) il nastro ha uno spessore di 0,2 ... 0,3 mm e una larghezza di 15 ... 20 mm e il nastro non adesivo ha uno spessore di 0,4 mm e una larghezza di 25 mm. Le dimensioni della sezione del cavo per il completamento del KVV sono determinate utilizzando una tabella. 2 e fig. 5, un.
I capicorda sono saldati, brasati o aggraffati alle estremità delle anime dei cavi.
Quando si terminano i conduttori del cavo crimpando il capocorda attraverso un incavo locale, vengono utilizzati solo capicorda con sigillo di fabbrica. Prima di crimpare il filo di alluminio del cavo, la superficie interna della punta viene pulita con una spazzola metallica in acciaio e lubrificata con pasta di quarzo-vaselina.
Dopo aver rimosso l'isolamento dalle estremità del filo per una lunghezza pari alla lunghezza della parte del tubo della punta e averle sfregate dal nastro cardato a una lucentezza metallica, anche l'area esposta viene lubrificata con pasta di quarzo e vaselina.
Dopo tale preparazione, la punta viene posizionata fino ad appoggiarsi sull'anima, e dopo averla posizionata nel meccanismo di pressatura con punzone e matrice precedentemente selezionati, piegarla.Le cavità ottenute sulla parte tubolare della punta dopo la crimpatura vengono pulite con un panno inumidito con benzina, lubrificato con la composizione n. 2, quindi riempite con rotoli di nastro di polivinilcloruro e composizione di polivinilcloruro n. 2.
Il volume e la forma del rotolo di nastro devono corrispondere alla profondità e alla forma del foro. La matassa viene premuta nel foro e quindi rivestita con il composto n. 2.
Le sporgenze formate alle transizioni dalla superficie esterna della parte cilindrica dei capicorda all'isolamento del nucleo sono livellate con una bobina di nastro in cloruro di polivinile largo 7,5 mm, per il quale il rotolo di nastro largo 15 mm viene tagliato a metà. Allo stesso modo, allineare il battiscopa nel passaggio dalla guaina in piombo o alluminio all'isolamento della cintura.
Tabella 2. Dimensioni della striscia di cavi per l'installazione del terminale KVV
Dimensione dell'impianto Sezione del conduttore, mm2, per cavi di tensione, kVDimensioni dei segmenti di canale, mm (vedere Fig. 4, a)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 705020KVV-370…9535 … 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-6240185150F + 12510025KVV-7-240185F + 12 510025KVV-8—240F + 12510025
Appunti:
1. La lunghezza dei fili tagliati (segmento G) viene presa in base alle condizioni di connessione, ma non inferiore a 150 mm per un cavo per una tensione di 1 kV, 250 mm per una tensione di 6 kV e 400 mm per una tensione di 10 kV.
2. La sezione G è determinata in base al metodo di terminazione dei fili.
Quindi pulire le superfici esterne dell'isolamento del filo e l'isolamento della cintura con uno straccio leggermente inumidito con benzina, e ogni anima dall'isolamento della cintura alla parte di contatto della punta viene avvolta con nastro di cloruro di polivinile (in tre strati con un filo incrociato sezione fino a 95 mm2 e in quattro strati con una sezione di 120 mm2 e oltre).
Gli strati di nastro in cloruro di polivinile vengono applicati con una sovrapposizione del 50% della spira precedente (sovrapposizione) e con una tensione in cui il nastro viene teso con una riduzione della larghezza iniziale non superiore a 1/4. Lo strato di avvolgimento finale di ciascun nucleo viene eseguito avvicinando l'intero passo della guaina di piombo o alluminio.
L'avvolgimento di ciascun nucleo è ricoperto da una spazzola con uno spesso strato di composizione n. 2 in sezioni lunghe 70, 100 o 120 mm (contando dall'estremità dell'isolamento della cinghia) con diametri del cavo lungo la guaina, rispettivamente, fino a 25 , 40 e 55mm. La composizione viene applicata a quella parte della superficie di ciascun nucleo che è rivolta verso l'interno.
Usando un pennello o una spatola di legno, il composto n. 2 viene utilizzato per riempire lo spazio interno tra le vene. Quindi le vene vengono premute con le mani in un fascio e fissate in questa posizione con una benda di nastro di cotone a una distanza di 10 mm dall'area coperta con la composizione n. 2.
Anche la superficie esterna del fascio di vene compresse è rivestita con uno spesso strato di composizione n. 2 (usando la composizione estrusa nel fascio). La quantità di composizione nelle scanalature formate dalle venature dovrebbe essere tale da uscire sotto forma di tre rotoli sopra la superficie del fascio, cioè non dovrebbero essere lasciati vuoti con la composizione, in cui aria e umidità possono accumulare.
Sulla sezione dei conduttori compressi a fascio e sulla sezione della guaina del cavo viene applicato un avvolgimento di vetro a nastro di otto strati di nastro in cloruro di polivinile con sovrapposizione del 50% (indipendentemente dalla sezione del cavo e dalla tensione) e ad una distanza di 20 mm dalle estremità di questo avvolgimento e sulla parte cilindrica di una vergella - bende attorcigliate di spago con un diametro di 1 mm (Tabella 3).
Le medicazioni sono coperte con il composto n. 1 di cloruro di polivinile usando un pennello.
Per aumentare la resistenza all'umidità, la superficie esterna della guarnizione è ricoperta di vernice per asfalto o vernice smaltata colorata.
Una benda temporanea in nastro di cotone applicata 10 mm sopra la bobina di vetro può essere rimossa dopo aver piegato i fili e averli collegati ai contatti delle corrispondenti gomme dell'apparecchio o del quadro, e dopo un'asciugatura sufficiente della composizione n. 2.
Inoltre, prima che la composizione 2 si asciughi, è desiderabile liberare l'incastonatura dalla pressione della composizione impregnante, che sorge a causa della differenza nei livelli della posizione delle estremità del cavo. Il collegamento del cavo con la terminazione appena installata sotto carico è consentito non prima di 48 ore dal termine dell'installazione.
Le guarnizioni KVV che utilizzano nastro in cloruro di polivinile non adesivo e composto liquido n. 1 vengono installate allo stesso modo delle guarnizioni che utilizzano nastro adesivo. In questo caso, ogni strato di bobina (per evitare di indebolire la densità della sua copertura prima del completamento dello strato successivo) viene temporaneamente fissato con una benda di 2-3 fili di fili grezzi.
Tabella 3 Dipendenza della larghezza della benda dalla sezione delle anime del cavo
Sezione centrale, mm2162535507095120150185240 Larghezza benda, mm25303540455055657075
La superficie di ogni strato della bobina viene prima coperta con uno e, dopo l'asciugatura, con il secondo strato della composizione n. 1. Lo strato successivo di nastro viene applicato al terzo strato della composizione n. 1, che non viene applicato immediatamente lungo l'intera lunghezza, ma gradualmente in sezioni con una lunghezza di 100 mm.
Vengono utilizzate guarnizioni KVV di un design speciale con grandi differenze nei livelli di posizione delle estremità dei cavi. Differiscono dai sigilli del primo e del secondo design in quanto l'avvolgimento sull'isolamento del nucleo è costituito da cinque strati di nastro di cloruro di polivinile e il dorso di tenuta è sigillato con un composto epossidico invece del composto n. 2 di cloruro di polivinile.
Nei raccordi KVV a costruzione speciale, la bobina di livellamento tra la punta e l'isolamento del nucleo è realizzata con nastro di cotone con un generoso rivestimento di resina epossidica ad ogni giro.