Illuminazione di officine di riparazione di imprese industriali
 La riparazione comprende:
La riparazione comprende:
- riparazione e meccanica, riparazione e installazione, nonché officine per strutture metalliche di blocchi di riparazione e basi di costruzione;
- laboratori di falegnameria per la riparazione di blocchi e basi di costruzione;
- fonderie per la riparazione di blocchi e basi di costruzione;
- officine di riparazione elettrica (riparazione elettrica);
- officine di verniciatura per blocchi di riparazione e basi di costruzione.
I valori di illuminamento consigliati per le officine di riparazione, i blocchi di riparazione e le basi di costruzione sono adottati in conformità con gli standard industriali per l'illuminazione artificiale delle principali officine dell'industria della costruzione di macchine e utensili.
Luce d'emergenza dovrebbe essere previsto nelle fonderie (luoghi in cui il metallo viene estratto da un forno o cupola, reparto di fusione e colata), officine termiche (aree per lavorare con acidi, sali fusi e negli impianti a gas), nelle officine di rivestimento dei metalli (bagni) . Nelle restanti sezioni è collocata l'illuminazione di evacuazione, prevista lungo i percorsi principali dei locali dove lavorano più di 50 persone.
L'illuminazione portatile per la riparazione, la regolazione e l'ispezione delle apparecchiature è installata in tutti i locali delle officine. È consentito, in presenza di macchine metalmeccaniche dotate di illuminazione locale nel set, utilizzare i terminali a bassa tensione delle macchine per alimentare dispositivi di illuminazione portatili (OP).
La tensione dell'illuminazione portatile viene presa in base alla tensione dell'illuminazione locale delle macchine o dell'illuminazione portatile per l'intero sito 40 e 24 V. funziona all'interno di cupole, bunker e altri contenitori di fonderie.
Si consiglia di installare illuminazione di emergenza per la pulizia e la sicurezza dei locali in tutti i locali principali delle officine. Come illuminazione di emergenza, si consiglia di utilizzare l'illuminazione di evacuazione (EO) e l'illuminazione di emergenza (AO).
 Per l'illuminazione generale delle officine di servizio, dovrebbero essere utilizzate lampade a scarica (LL, DRL, MGL) e in alcuni casi NLVD. Le lampade fluorescenti dovrebbero essere utilizzate, di norma, in stanze di altezza ridotta (fino a 6-8 m). Per sezioni di gru di altezza superiore a 6-8 m, è necessario utilizzare RLVD.
Per l'illuminazione generale delle officine di servizio, dovrebbero essere utilizzate lampade a scarica (LL, DRL, MGL) e in alcuni casi NLVD. Le lampade fluorescenti dovrebbero essere utilizzate, di norma, in stanze di altezza ridotta (fino a 6-8 m). Per sezioni di gru di altezza superiore a 6-8 m, è necessario utilizzare RLVD.
Le lampade a incandescenza sono utilizzate nei casi appropriati possibili ed economicamente giustificati, principalmente come illuminazione di riserva, portatile e locale, in piccole stanze a rischio di esplosione, per AO ed EO, se utilizzate come illuminazione da lavoro RLVD.
Se, in presenza di carriponte, la manutenzione dei corpi illuminanti nei reparti delle officine di riparazione non crea solitamente difficoltà, allora in presenza di carroponti il progetto deve prevedere la possibilità di effettuare la manutenzione dell'illuminazione generale aerea.Per fare ciò, è necessario rilasciare un incarico all'organizzazione - il progettista generale per la registrazione nel progetto di dispositivi mobili a pavimento, incarichi dell'organizzazione che progetta la parte costruttiva, per il dispositivo di illuminazione del ponte, il dispositivo delle forze operative di gru sospese su altalene mobili, installazione di gru a rimorchio speciali con piattaforme per lampade di manutenzione, ecc.
In stanze di larghezza ridotta (fino a 9 m), è consentito installare OP sulle pareti (di norma lampade con LL) sotto i binari della gru, con il supporto dell'OP da scale e scale.
Nelle condizioni delle officine di riparazione (meccaniche, elettriche, ecc.), Viene utilizzato principalmente un sistema di illuminazione combinato, in cui l'illuminazione locale delle superfici di lavoro, i tavoli di assemblaggio possono aumentare significativamente l'illuminazione, creare la necessaria direzione della luce, fornire l'illuminazione di la superficie interna dei prodotti schermati dall'illuminazione generale crea una distribuzione favorevole della luminosità nell'area di lavoro.
L'uso dell'illuminazione locale consente di aumentare la produttività del lavoro e spesso di ridurre gli sprechi di prodotto. Allo stesso tempo, di norma, si osserva una forte riduzione del consumo di energia e dei costi di capitale per l'installazione dell'illuminazione.
In un sistema di illuminazione combinato, l'illuminazione della superficie di lavoro creata dai comuni apparecchi di illuminazione deve essere almeno il 10% di quella standardizzata per l'illuminazione combinata con quelle sorgenti luminose utilizzate per l'illuminazione locale.In questo caso, l'illuminazione dall'illuminazione generale nel sistema di illuminazione combinato deve essere di almeno 150 e non superiore a 500 Lx se utilizzata per l'illuminazione generale del radar e, rispettivamente, non inferiore a 50 e non superiore a 100 Lx — con L.N.
In ambienti privi di luce naturale, l'illuminamento prodotto da corpi illuminanti per illuminazione generale in un sistema di illuminazione combinato può avere valori superiori a quelli sopra elencati.
L'illuminazione da fornire sul posto di lavoro con apparecchi di illuminazione locale è definita come la differenza tra l'illuminazione standardizzata e l'illuminazione fornita dagli apparecchi di illuminazione generale nel sistema combinato.
Per limitare l'abbagliamento diretto dei corpi illuminanti locali viene regolato l'angolo di protezione minimo necessario, che per corpi illuminanti mobili in altezza deve essere di almeno 30° (con riflettori in materiali opachi) e di almeno 10° negli altri casi . Poiché l'abbagliamento può derivare non solo dall'abbagliamento diretto ma anche da quello riflesso, è necessario adottare misure per limitare quest'ultimo.
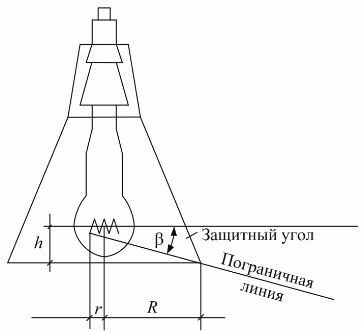
Angolo protettivo della lampada
Quando si lavora con prodotti lucidi (ad esempio lamiere metalliche) si consiglia di utilizzare impianti costituiti da ampie superfici luminose ricoperte di materiale fotodiffusore e disporle secondo lo schema di fig. 1, un. La luminosità della superficie luminosa dell'apparecchio di illuminazione locale dovrebbe essere compresa tra 2500 e 4000 cd / m2.
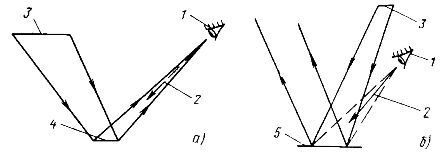
Riso. 1.L'ubicazione della lampada, la superficie di lavoro e gli occhi del lavoratore, garantendo una riduzione dell'abbagliamento riflesso durante il lavoro: a — con metalli o materie plastiche di colore chiaro; b — con materiali lucidi scuri, nonché con superfici diffuse ricoperte di materiale trasparente, o con superfici a riflessione direzionale diffusa o mista; 1 — l'occhio del lavoratore; 2 — la direzione della linea di vista del lavoratore; 3 — superficie luminosa; 4 — piano di lavoro lucido; 5 — superficie di lavoro lucida scura o superficie di lavoro diffusa ricoperta da uno strato di materiale trasparente
Quando si lavora con prodotti lucidi scuri in plastica, ceramica, quando si lavora che richiede la discriminazione di oggetti a riflessione diffusa su uno sfondo diffuso, quando si lavora con oggetti di discriminazione e superfici di lavoro con riflessione mista, è necessario posizionare gli apparecchi di illuminazione locale secondo lo schema di fig. 1, b.
Per ridurre l'ondulazione del flusso luminoso radar a una frequenza di 50-60 Hz, è necessario utilizzare circuiti antistroboscopici (ad esempio lampade con due lampade, i cui circuiti forniscono uno sfasamento tra le correnti che alimentano lampade diverse a un angolo di 90 ± 40°). Gli apparecchi di illuminazione locale di solito devono soddisfare severi requisiti di vibrazione, linearità e resistenza agli urti.
A seconda dell'ubicazione dello stesso tipo di postazioni di lavoro, l'illuminazione locale può essere effettuata individualmente o in gruppo. Nel primo caso ogni postazione di lavoro viene completata con la propria singola lampada, nel secondo un gruppo o linea di postazioni viene integrato con un'unica U.E. per l'illuminazione locale.
Quando si scelgono le sorgenti luminose per l'illuminazione locale, procedere come segue: le lampade a incandescenza sono preferibili dove è richiesta una lampada facilmente spostabile, è richiesta l'illuminazione delle cavità interne delle parti lavorate, l'interferenza radio è inaccettabile e vi è un alto rischio di scosse elettriche . Per l'illuminazione della maggior parte dei luoghi di lavoro, si consiglia di utilizzare lampade con LL. L'uso di LL è necessario in un certo numero di casi e per motivi di limitazione dell'abbagliamento riflesso quando si lavora con grandi superfici di lavoro speculari.
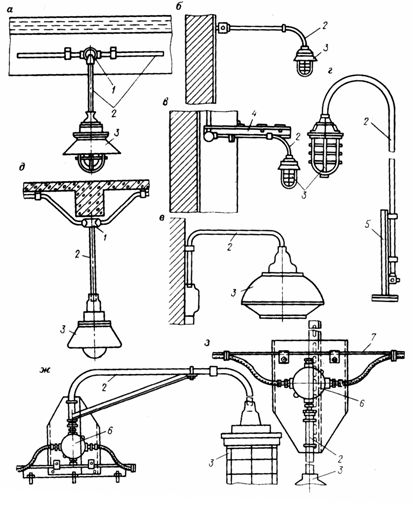 Schemi per il montaggio e il fissaggio delle lampade: a - durante la posa sulle travi, b - sulla parete, c - su strutture metalliche, d - sul rack, e - sulla sospensione, f - sulla staffa, d - durante la posa, il cavo si apre lungo il pop della fattoria inferiore, h - per la posa dei cavi, 1 - scatola di giunzione, 2 - tubo (sospensione o staffa), 3 - lampada, 4 - canale, 5 - supporto metallico, 6 - scatola di giunzione U- 409, 7 — cavo.
Schemi per il montaggio e il fissaggio delle lampade: a - durante la posa sulle travi, b - sulla parete, c - su strutture metalliche, d - sul rack, e - sulla sospensione, f - sulla staffa, d - durante la posa, il cavo si apre lungo il pop della fattoria inferiore, h - per la posa dei cavi, 1 - scatola di giunzione, 2 - tubo (sospensione o staffa), 3 - lampada, 4 - canale, 5 - supporto metallico, 6 - scatola di giunzione U- 409, 7 — cavo.
 Operazioni della macchina… Tutte le macchine per il taglio dei metalli dovrebbero avere un'illuminazione locale, che di solito è inclusa nella macchina. L'oggetto principale è l'area di taglio e il pannello di controllo. I compiti visivi sono legati all'osservazione del corretto assemblaggio e fissaggio del pezzo e dell'utensile da taglio, alla lettura del disegno e al controllo della qualità dell'operazione di taglio.
Operazioni della macchina… Tutte le macchine per il taglio dei metalli dovrebbero avere un'illuminazione locale, che di solito è inclusa nella macchina. L'oggetto principale è l'area di taglio e il pannello di controllo. I compiti visivi sono legati all'osservazione del corretto assemblaggio e fissaggio del pezzo e dell'utensile da taglio, alla lettura del disegno e al controllo della qualità dell'operazione di taglio.
Tutti i dispositivi di illuminazione della macchina devono resistere a carichi meccanici corrispondenti al gruppo di condizioni operative M8 secondo GOST 17516-72. Un requisito di illuminazione specifico per molte macchine utensili è la necessità di limitare l'abbagliamento riflesso. L'oggetto osservato può trovarsi su qualsiasi piano, il che determina la possibilità di utilizzare lampade facilmente spostabili.
Quando si utilizza un fluido a base d'acqua per raffreddare l'utensile da taglio, è necessario un design della lampada resistente agli schizzi. Per le grandi macchine per la lavorazione dei metalli, di solito vengono installati diversi apparecchi di illuminazione locale, per le piccole macchine per il taglio dei metalli, nonché per lucidatrici e rettificatrici, è conveniente utilizzare una lampada di piccole dimensioni del tipo LL LKS01.
La presenza di un diffusore in vetro organico crea una bassa luminosità all'uscita dell'apparecchio, che è importante quando si lavora con superfici lucide, e il design resistente agli spruzzi fornisce protezione contro l'ingresso di liquidi a base d'acqua nell'apparecchio.
Le macchine per la lavorazione del legno sono caratterizzate dal fatto che le dimensioni dei prodotti lavorati su di esse sono relativamente grandi, questo, di norma, determina il rifiuto dell'illuminazione locale e la sua sostituzione con un'illuminazione generale uniforme o localizzata. Se è ancora necessaria l'illuminazione locale, viene eseguita utilizzando una o due lampade del tipo NKP. In alcuni casi vengono sostituite da lampade non specificamente progettate per l'illuminazione locale (LSP16, LSP22, LSP18, ecc.).
Per l'illuminazione delle presse vengono utilizzati apparecchi con LN NVP01 (da incasso) e NKP01 (da incasso). L'illuminazione locale di piccole presse può essere risolta collegando gli illuminatori NKS01 fissati per assorbire gli urti su cuscinetti in gomma.
Lavoro di fabbro... Su un piano di lavoro in metallo, è necessario garantire una buona illuminazione di tre aree di lavoro: la superficie orizzontale del piano di lavoro (marcatura delle parti, punzonatura, ecc.); piano di disegno fissato verticalmente su un muro o recinzione; la superficie del pezzo bloccato in una morsa, che deve essere illuminata da diversi lati.
Non ci sono corpi illuminanti in grado di illuminare bene tutte e tre le zone della scrivania contemporaneamente. La soluzione di maggior successo dovrebbe essere considerata l'uso simultaneo di due lampade.
Per l'illuminazione di grandi piani, è installata una potente lampada con LL (ad esempio ML-2×40), la seconda lampada fornisce l'illuminazione direzionale del pezzo nella morsa. Può trattarsi di una lampada con LN (es. NKS01).
Il layout e la curvatura funzionano... Il lavoro con marcatori visivi richiede un'elevata visibilità per rilevare piccoli segni. Per ridurre la luminosità dell'abbagliamento riflesso durante la marcatura di prodotti lucidi, vengono utilizzate lampade con un'ampia area e bassa luminosità del foro di uscita, ad es. Lampade LL rivestite di materiale diffondente la luce. Quando l'illuminazione localizzata è strutturalmente difficile o impossibile, viene creata un'illuminazione localizzata generale.
Una caratteristica del lavoro di marcatura e piegatura è la necessità di rilevare lo spazio tra il modello e la parte, che è fornito dall'illuminazione «alla luce» (installando uno schermo verticale aggiuntivo).
Quando si alimentano manualmente piccoli oggetti, il faretto può essere posizionato in basso sopra la superficie di lavoro e fissato saldamente al tavolo. L'utilizzo di doppi apparecchi di illuminazione consente di fornire l'illuminazione necessaria.
Quando si lavora con prodotti lucidi, vengono utilizzate lampade ricoperte di vetro che diffonde la luce. Quando i prodotti vengono consegnati con meccanismi di sollevamento e trasporto, vengono utilizzate lampade mobili e portatili come corpi illuminanti locali, il cui numero e potenza sono determinati dalle dimensioni delle piastre. Nel caso di illuminazione localizzata delle targhette di marcatura si utilizzano anche file di corpi illuminanti obliqui posti dietro la schiena del lavoratore.
Lavori di assemblaggio… A seconda delle dimensioni degli assemblaggi e delle parti che verranno assemblate nell'area di assemblaggio, è necessario creare un'illuminazione diversa. Di norma, l'assemblaggio di prodotti di piccole dimensioni si riferisce a lavori di alta e altissima precisione, l'assemblaggio di prodotti di medie dimensioni a lavori di media precisione, l'assemblaggio di prodotti di grandi dimensioni a lavori di bassa precisione.
L'illuminazione delle aree di assemblaggio di prodotti di medie dimensioni è simile all'illuminazione del lavoro del fabbro. Quando si assemblano prodotti di grandi dimensioni, l'illuminazione necessaria è solitamente fornita da lampade con illuminazione generale (localizzata o uniforme), quando si assemblano prodotti di piccole dimensioni, l'illuminazione locale può essere realizzata utilizzando la lampada LNP01-2×30, e in alcuni casi (quando il lavoro è fatto all'interno del volume del prodotto) — con l'aiuto delle lampade NKS01 ...
Nelle officine di riparazione elettrica, dove una grande quota è costituita da piccoli lavori elettrici, l'illuminazione locale può essere costituita da uno o due apparecchi di illuminazione direzionali con molti gradi di libertà (LNP01, NKS01, NKP02). Officine di riparazione elettrica (riparazione elettrica). La classificazione dei locali delle officine di riparazione energetica per il rischio di incendio ed esplosione è data nelle norme per la progettazione tecnologica delle officine di riparazione energetica, in particolare nelle norme di tutta l'Unione per la progettazione di officine per le imprese di costruzione di macchine ( ONTP-01-78).
I nomi dei locali sono indicati come uno dei possibili e sono soggetti a modifiche. Quindi il reparto di smontaggio e pulizia può essere chiamato smontaggio e lavaggio, smontaggio e ricerca guasti, ecc.Quando si utilizzano solventi organici in determinati luoghi di lavoro, queste aree possono presentare un ambiente esplosivo o a rischio di incendio: ad esempio, quando le parti vengono pulite con benzina, cherosene, acquaragia, una zona esplosiva di classe B-1a si trova entro un raggio di 5 m dal luogo di lavoro, durante la pulizia e il lavaggio di parti, la zona di tetracloroetilene entro un raggio di 3 m è di classe di rischio di incendio P-1.
Quando si combinano diversi reparti in una stanza, l'illuminazione di 300 Lx viene presa con un sistema di illuminazione comune (categoria IIIb) e 1000 Lx - con un sistema di illuminazione combinato.
Laboratori di lavorazione del legno per la riparazione di blocchi e basi di costruzione. Per illuminare questi laboratori si utilizza principalmente un sistema di illuminazione generale uniforme o generale localizzata. L'illuminazione locale viene utilizzata principalmente solo nei reparti di carpenteria e montaggio e segatura. LL e RLVD sono consigliate come sorgenti luminose. Nelle falegnamerie sono ampiamente utilizzate le lampade PVLM, LSP22, LSSH8, RSSHZ, ecc. Il cablaggio viene eseguito principalmente con cavi non armati con guaina e isolamento non combustibili.
Reparti di verniciatura di officine e basi di costruzione. RL (lampade N4T4L, N4T5L, OWP-250, OMR-250, ecc.) sono utilizzate principalmente come sorgenti luminose. I LN possono essere utilizzati per piccole aree di verniciatura. In alcuni casi, l'illuminazione durante la verniciatura può essere aumentata a seconda della classe di rivestimento dei prodotti verniciati. Nei luoghi in cui vengono controllati i prodotti verniciati, l'illuminazione viene aumentata a 300-400 Lx. Il cablaggio elettrico, di norma, viene eseguito con cavo, le apparecchiature di avviamento e gli schermi vengono spostati fuori dalle aree pericolose.